|
|||
|
|
|||
       |
Practical Field Information about Telecommunication Technologies Vol. 14, No. 10, pp. 72–75, Oct. 2016. https://doi.org/10.53829/ntr201610pf1 Reviewing Inspection Methods for Efficient Operation and Maintenance of Steel TowersAbstractRegular maintenance of NTT facilities is necessary to ensure the provision of high-quality information and communication services. In this article, we review methods used to inspect steel towers. This is the thirty-seventh article in a series on telecommunication technologies. This contribution is from the Materials Engineering Group, Technical Assistance and Support Center, Maintenance and Service Operations Department, Network Business Headquarters, NTT EAST. Keywords: steel tower, inspection method, aging degradation
1. IntroductionInformation and communication services are enabled by the operation and maintenance of outdoor structural facilities such as utility poles, conduits, and service tunnels. Of these facilities, steel towers (hereafter, pylons) are the largest in size as single NTT facilities. These facilities are important because they house relay antennas that connect zones over long distances and mobile communications antennas (Fig. 1).
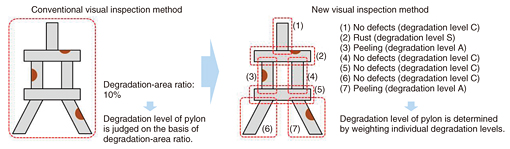
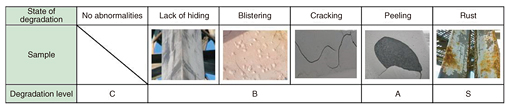
Outdoor structures and facilities such as pylons are exposed to natural environments and are therefore continuously corroding. Accordingly, that corrosion must be prevented by painting pylons with anti-corrosion paint. Although it is necessary to maintain and repair pylons as they corrode, doing so for such large-scale facilities incurs considerable expense. It is therefore necessary to improve anti-corrosion performance by repainting pylons at appropriate times before corrosion becomes serious and also to manage corrosion so as to stop it progressing as much as possible. To determine the appropriate time for repainting, it is important to precisely identify the degradation state of paint coatings, and to do so, it is imperative to carry out inspections on a regular basis. Consequently, NTT EAST and NTT WEST are reviewing their inspection methods for pylons as part of their objective to maintain and repair pylons in a more appropriate and efficient manner than before. In this article, the challenges concerning conventional inspection methods are reviewed, and results achieved with a new inspection method are presented. 2. Conventional inspection method and challengesThe conventional inspection method involves determining the degradation occurring on pylons by conducting a visual observation. The degradation level is determined as the ratio of the degraded areas of the pylon to the entire surface area of the pylon. For example, if the entire surface area of the pylon is 100 m2 and the degraded areas account for 5 m2 of that area, the degradation level is 5%. In other words, the degradation level is determined based on the degradation area in the conventional method. Although it is easy to determine the degradation level with this method, there are three problematic issues: • Inspection results vary greatly because the ratio of degraded areas is judged subjectively by individual inspectors. • Minor degradation of paint coatings and serious corrosion of structural steel are judged to have the same degradation levels because the type of degradation is not considered. • It is not possible to pinpoint paint degradation in its initial stage (that is not shown by the external appearance) by visual inspection only, and it is not possible to define the degradation level of pylons in relatively sound conditions. Furthermore, pylons are inspected once a year regardless of their degradation conditions, and the ongoing cost burden of such inspections is becoming a serious problem. 3. Review of inspection methods3.1 Review of visual inspection methodThe method used up until now in visual inspections (namely, determining degradation level based on the ratio of the degraded area) was reviewed, and it was replaced with a method to ascertain the extent of degradation by segmentalizing inspection areas (Fig. 2). In the new inspection method, a degradation level for each degradation state is set in advance, and the presence (or absence) of degradation in the segmented inspection areas is determined as shown in Fig. 3. After that, each degradation state is weighted according to its degradation level, and a degradation level for the whole pylon is obtained.
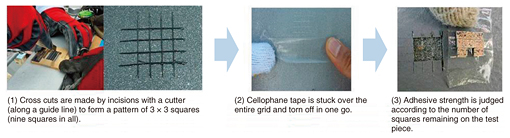
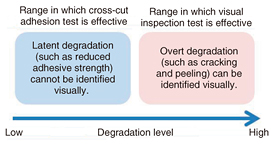
The variation in the inspection results (due to different inspectors) is low with this method because the existence (or not) of degradation in the inspection areas can be ascertained, and it is possible to precisely discriminate minor degradation of paint coatings from serious degradation of structural steel thanks to the weighting on the basis of degradation level. Moreover, when determining the presence or absence of degradation, omitting minor degradation with an area of 5 cm2 or less makes it possible to evaluate the degradation level in terms of aging degradation only. A review of past investigations revealed that the state of a certain extent of degradation could be observed when pylons degraded with age. Accordingly, by removing minor degradation from the evaluation target, damage other than that due to aging degradation (such as minute paint stripping that occurs during antenna construction) can be excluded, and the degradation level of the pylon can be estimated on the basis of aging degradation only. 3.2 Cross-cut adhesion testWith the conventional inspection method, only certain inspection points are visually inspected. In contrast, the new inspection method involves introducing a cross-cut adhesion test by which the adhesive strength of a paint coating is easily and quantitatively evaluated. The procedure of the cross-cut adhesion test involves first making cross cuts in a paint coating using a cutter to form a pattern of incisions of 3 × 3 squares (nine squares in all), as shown in Fig. 4. Then, cellophane tape is stuck over the entire grid of squares and torn off in one go. Finally, the adhesive strength of the paint coating is evaluated according to the number of squares remaining in the test area. Degradation of a paint film generally starts with latent degradation, which proceeds in such a manner that it is not evident in the external appearance of the paint; namely, the adhesive strength decreases. Then overt degradation occurs; namely, cracking and peeling.
The introduction of the cross-cut adhesion test in addition to visual inspection makes it possible to quantitatively evaluate the latent degradation in the initial stage of degradation. As a result, it is possible to clarify the degradation extent in the case of relatively sound pylons (Fig. 5). However, it was necessary to ensure that the workload on inspectors was not increased by introducing the cross-cut adhesion test. Accordingly, a rule was added stating that the test will be omitted after repainting has been done or when peeling of a paint coating is noticeable, and the locations where the test is performed are limited to the minimum necessary.
3.3 Review of inspection frequencyWith inspection methods used up until now, inspections were performed once a year regardless of the results of earlier inspections. Consequently, with relatively sound pylons, the frequency of inspections may have been excessive. The introduction of the cross-cut adhesion test (after reviewing the visual inspection method) enabled degradation levels to be determined with improved accuracy. For pylons with low degradation levels, the period between inspections (the inspection cycle) can be extended to every other year. As a result, it is possible to increase inspection accuracy while reducing the number of inspection operations. However, regions with high exposure to a salt atmosphere were not subject to an extension of the inspection cycle since degradation occurs rapidly in such regions. Investigating whether the inspection cycle can be extended in such regions has been set as a future challenge. 4. Concluding remarksThis article discussed inspection methods for pylons. In reviewing inspection methods, 12 prefectural regions in the east and west of Japan were targeted. The effectiveness of the renewed inspection methods was ascertained, and the opinions of inspectors were collected and applied to realistic inspection operations. From now on, the plan is to accumulate the results of the new inspection method and optimize the extension of the inspection cycle and the periods between repainting. The inspection method reviewed in the present study was instituted at the end of the 2014 fiscal year (in the fourth editions of both NTT EAST’s and NTT WEST’s Pylon Paint Inspection Manuals), and full-scale inspections using the new method started in 2015. |
||